Your cart is currently empty!
Using the Theory of Constraints to Choose Six Sigma Projects
The theory of constraints helps pick winning projects.
If you choose the wrong projects it’s possible to make big “improvements” in quality and productivity that have absolutely no impact on net profit. One approach uses the theory of constraints (TOC) to determine which project(s) to pursue.
Every organization has constraints, which come in many forms. When a production or service process has a resource constraint, the sequence of improvement projects should be identified using very specific rules. According to Eliyahu M. Goldratt, the rules are:
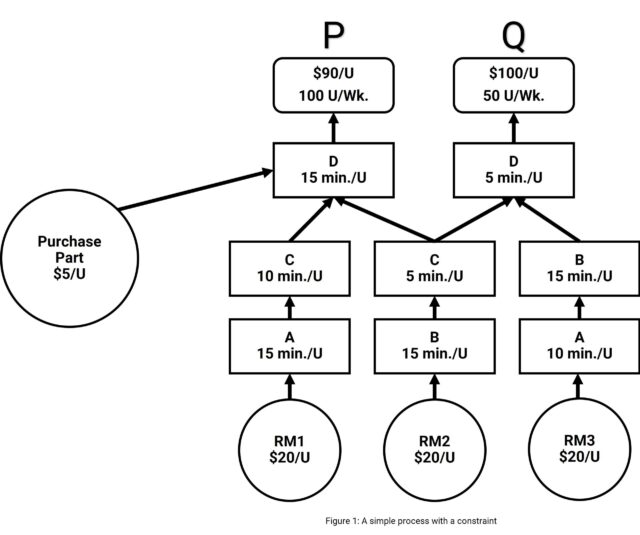
- Identify the system’s constraint(s). See if you can identify the system constraint in Figure 1 below. The answer is printed at the end of this column. This fictitious company produces only two products, P and Q. The market demand for P is 100 units per week, and P sells for $90 per unit. The market demand for Q is 50 units per week, and Q sells for $100 per unit. Assume that A, B, C and D are workers who have different, noninterchangeable skills and that each worker is available for only 2,400 minutes per week (8 hours per day, 5 days per week). For simplicity, assume there’s no variation, waste or similar problems in the process.
- Decide how to exploit the system’s constraint(s). Look for Six Sigma projects that minimize waste of the constraints. For example, if the constraint is the market demand, we should look for Six Sigma projects that provide 100-percent on-time delivery. If the constraint is a machine, focus on reducing setup time, eliminating scrap and keeping the machine running as much as possible.
- Subordinate everything else to the decision made in step 2. Choose Six Sigma projects that maximize throughput of the constraint. First choose projects to eliminate waste from downstream processes; once the constraint has been utilized to create something, we don’t want to lose it to some blunder downstream. Then choose projects to ensure that the constraint is always supplied with adequate non-defective resources from upstream processes. We pursue upstream processes last because they have slack resources, so small amounts of waste upstream that are detected before reaching the constraint are not damaging to throughput
- Elevate the system’s constraint(s) . Elevate means “Lift the restriction.” Often the projects pursued in steps 2 and 3 will eliminate the constraint. If the constraint continues to exist after performing steps 2 and 3, look for Six Sigma projects that provide additional resources to the constraint. These might involve, for example, purchasing additional equipment or hiring additional workers with particular skills.
- If, in the previous steps, a constraint has been broken, go back to step 1. If the constraint has been lifted, you must rethink the entire process. Returning to step 1 takes you back to the beginning of the cycle.
The TOC approach is superior to traditional total quality management project selection. For example, consider the data in Table 1. If you apply Pareto analysis to scrap rates, you would begin with Six Sigma projects that reduced the scrap produced by Worker A. In fact, assuming the optimum product mix, Worker A has about 25-percent slack time, so the scrap loss can be made up without shutting down Worker B, who is the constraint. The TOC would suggest that the scrap loss of Worker B and the downstream processes C and D be addressed first, the exact opposite of what Pareto analysis recommends.
| Process | Scrap Rate |
|---|---|
| A | 8% |
| B | 3% |
| C | 5% |
| D | 7% |
Of course, you’ll still need to perform cost-benefit analyses, and you should estimate the probability of the project’s success. But by using the TOC you’ll at least know where to look first for opportunities. I’ll discuss how to select an optimum set of projects from these opportunities in a future column.
3 responses to “Using the Theory of Constraints to Choose Six Sigma Projects”
-
Tom,
Excellent example of how to use TOC to determine where to apply Six Sigma. This is especially relevant in small organizations that don’t have the resources to attack multiple areas simultaneously with six sigma projects. Such an organization might well choose process A for its only project, with poor results.
Table 1 brings up a related question. How would you calculate the Rolled Throughput Yield for this process, or rather for products P and Q? If it were a linear process (A -> B -> C -> D) it would be trivial, (.92*.97*.95*.93=78.8%) but when parallel streams join to make a single stream, calculating RTY is no longer so easy. Your book (second edition) is the only reference I can find that touches on this question, but still doesn’t explain how it should best be done other than to recommend simulation software. Can you recommend a mathematical (non-simulation) method for dealing with this relatively simple case?Rick Kennedy
-
Great blog Tom. I find systematic thinking like this to be not only effective, but highly rewarding when put into practice.
It’s another one of those Ah-Ha! moment you speak about in your excellent Black Belt training.
-
At my company, we have known constraints, but little has been done to address them. Your article is a big help and I’ll use it when discussing TOC with my co-workers.
Thanks again for your useful, practical advice, Tom.
Leave a Reply